Introduction

Cope cage fabrication is a specialized manufacturing process that transforms raw ballistic steel into protective anti-drone cage armor for military vehicles. The fabrication of cope cages requires precision metalworking, certified welding procedures, and rigorous quality control to ensure battlefield reliability. This step-by-step guide walks through how cope cages are made, from material selection through final inspection, giving defense procurement officers and vehicle operators a clear understanding of what goes into every cage armor assembly.
Dengtai Armor Solutions operates a dedicated cope cage fabrication facility in China, equipped with CNC plasma cutters, heavy-duty press brakes, and certified welding stations staffed by AWS D1.1-certified welders. Every cope cage that leaves our shop follows a documented manufacturing process designed to meet or exceed military-grade standards. Whether you need a custom cope cage fabrication for a single prototype vehicle or a production run of cage armor for an armored vehicle fleet, understanding the manufacturing steps helps you specify the right requirements and evaluate supplier capabilities.
What Is Cope Cage Fabrication?
Cope cage fabrication refers to the complete process of designing, cutting, forming, welding, and finishing anti-drone cage armor for military vehicles such as tanks, armored personnel carriers, and infantry fighting vehicles. Unlike standard structural steel fabrication, cope cage fabrication demands specialized knowledge of ballistic steel behavior, weld joint design for impact loads, and dimensional tolerances that ensure the cage mounts correctly to the host vehicle.
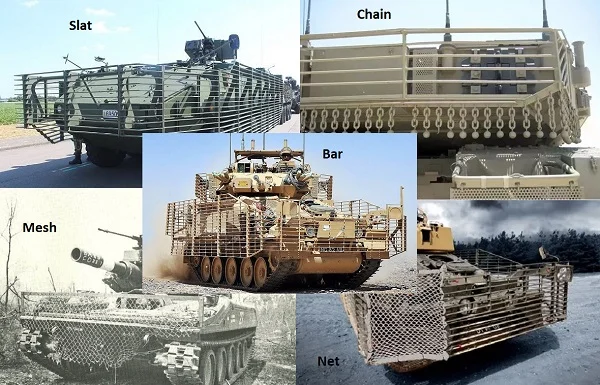
The term "cope cage" originated as military slang for the protective bar armor or slat armor fitted to vehicles during urban combat, but modern cope cage armor fabrication has evolved into a precision engineering discipline. Today, cope cage manufacturing encompasses everything from laser-cut steel bar grids to welded mesh panels, all designed to defeat rocket-propelled grenades (RPGs), anti-tank guided missiles (ATGMs), and increasingly, first-person-view (FPV) drone attacks.

At its core, cope cage armor fabrication involves these fundamental stages: engineering review and drawing interpretation, material procurement and certification, steel cutting and preparation, frame assembly and fit-up, certified welding per military specifications, surface treatment, and final quality assurance. Each stage is documented and traceable, which is essential for defense contracts and build-to-print armor OEM programs.
Custom cope cage fabrication follows the same general process but with added flexibility for unique vehicle geometries, experimental armor configurations, or prototype development. Unlike mass-produced armor, custom cope cage fabrication allows the end user to specify bar spacing, steel thickness, mounting interfaces, and integration with existing vehicle armor packages such as ERA (explosive reactive armor).
Material Selection for Cope Cage Manufacturing
Material selection is the critical first decision in any cope cage fabrication project. The steel chosen determines the cage's ballistic resistance, weight, weldability, and service life under combat conditions. Most military-grade cope cages are fabricated from high-strength low-alloy (HSLA) steel or armor-grade ballistic steel plate, selected specifically for their combination of hardness, impact toughness, and weldability.
The types of steel commonly used in cope cage armor fabrication include MIL-SPEC armor steels such as MIL-A-12560, MIL-A-46100, and commercial equivalents like AR400, AR500, and Hardox 450/500. These materials offer Brinell hardness ratings between 360 and 500 HBW, providing the strength needed to fragment incoming projectiles while maintaining sufficient ductility to absorb impact energy without catastrophic failure. For lighter vehicles, some cope cage manufacturers offer high-strength steel options in the 300-400 HBW range to balance protection with vehicle suspension limits.
Beyond the base metal, the choice of welding consumables is equally important. Filler metals must match or under-match the base material strength to prevent hydrogen-induced cracking in the heat-affected zone. Most cope cage welding specifications require low-hydrogen electrodes or wire (H4 or lower) and preheat/interpass temperature controls to ensure weld integrity. This is particularly important when welding thicker sections above 12 mm, where thermal gradients can create residual stresses that compromise the cage structure under ballistic impact.
Steel Grade and Thickness Specifications
Cope cage material and steel grade specifications directly affect the performance and cost of every fabrication project. The table below summarizes the most common armor steel grades used in cope cage manufacturing and their key properties:
| Steel Grade | Hardness (HBW) | Typical Thickness | Common Application |
|---|---|---|---|
| AR400 | 360–440 | 6–25 mm | Light vehicle cage armor, bar grilles |
| AR500 | 460–510 | 8–20 mm | Main battle tank cope cages, anti-RPG slat armor |
| Hardox 450 | 425–475 | 6–30 mm | Heavy steel cope cage fabrication for IFVs |
| MIL-A-46100 | 477 min | 6–25 mm | Military-grade cope cage armor production tolerances |
| MIL-A-12560 | 260–340 | 10–50 mm | Structural armor frames, mounting brackets |
What steel thickness is used in cope cage armor fabrication? Typical bar stock ranges from 10 mm to 25 mm diameter for standoff cage bars, while structural frame members may use 6 mm to 12 mm plate. The specific thickness depends on the threat level the cage is designed to defeat — heavier bar stock provides greater protection against larger warheads but adds significant weight to the vehicle.
Step 1 — Cutting and Preparing Steel Components
The first physical step in the cope cage manufacturing process is cutting raw steel stock to the dimensions specified in the engineering drawings. Most professional cope cage fabrication shops use computer-controlled cutting equipment to achieve the precision required for military-grade assemblies.
The cutting process begins with CNC plasma cutting for thick armor plate and structural members, which delivers clean edges with minimal heat-affected zone when properly tuned. For thinner materials and intricate bar patterns, laser cutting provides superior edge quality and tighter tolerances. Heavy steel cope cage fabrication often involves cutting bar stock to length using cold saws or abrasive chop saws, followed by end chamfering to prepare weld joints.
After cutting, all edges are deburred and inspected for dimensional accuracy. Cope cage armor production tolerances typically specify ±1 mm on critical mounting dimensions and ±2 mm on overall cage envelope dimensions. Any components that fall outside these tolerances are either reworked or scrapped before proceeding to the forming and fitting stage. This discipline at the cutting stage prevents accumulation of dimensional errors during assembly.
Step 2 — Forming and Fitting the Cage Frame
Once the steel components are cut to size, the forming and fitting stage begins. This is where the individual bars, brackets, and frame members are arranged into the cage structure that will ultimately be welded into a rigid assembly. For cope cage armor fabricated for IFVs and main battle tanks, this stage involves laying out the bar pattern on a flat assembly jig or fixture table.
The assembly jig is a critical piece of tooling in any cope cage fabrication facility. It holds every component in its precise position relative to the others, ensuring that bar spacing is uniform and the overall cage geometry matches the vehicle's mounting points. Bar spacing typically ranges from 80 mm to 150 mm center-to-center, depending on the threat the cage is designed to counter — tighter spacing for smaller-diameter threats, wider spacing for larger projectiles.
During fit-up, temporary tack welds or mechanical clamps hold the assembly together while the fitter verifies all dimensions against the drawing. At this stage, adjustments can still be made before final welding. Any interference with vehicle features — such as hatches, periscopes, weapon mounts, or vision blocks — must be identified and corrected now. This is also when provisions for mounting ERA tiles or other supplemental armor packages are integrated into the cope cage for BMP, cope cage for truck, or cope cage for artillery guns applications.
Step 3 — Welding the Cope Cage Assembly
Welding is the most technically demanding stage of the entire cope cage fabrication process. The welds on a cope cage are not merely structural — they are live-saving connections that must survive blast overpressure, fragment impact, and repeated shock loads without failure. This is why cope cage welding specifications are among the most stringent in the metal fabrication industry.
Before production welding begins, a Welding Procedure Specification (WPS) must be qualified for each joint configuration and material thickness combination used in the cage design. This qualification involves creating test weld coupons that are subjected to destructive testing including tensile strength, bend ductility, and macro-etch examination. Only after the WPS passes these tests can production welding commence. All welders working on the cage must be certified to the relevant WPS, with their certification renewed annually or semi-annually depending on the contract requirements.
Production welding is performed in controlled positions using fixtures that minimize distortion. The weld sequence is carefully planned — alternating welds on opposite sides of the cage to balance heat input and prevent warping. Complete joint penetration (CJP) welds are required at all load-bearing connections, while fillet welds of specified leg sizes are used for non-critical attachments.
MIG vs TIG Welding for Armor Fabrication
One of the most common questions in cope cage fabrication is which welding process produces the strongest, most reliable welds for armor-grade steel. The two primary contenders are gas metal arc welding (GMAW, commonly called MIG) and gas tungsten arc welding (GTAW, commonly called TIG). Each has distinct advantages depending on the joint configuration, material thickness, and production volume.
MIG welding is the preferred process for most cope cage armor fabrication shops due to its high deposition rate and consistent weld quality in production environments. Using ER70S-6 or ER80S-D2 filler wire with shielding gas mixtures (typically 90% argon / 10% CO2 or 92% argon / 8% CO2), MIG welding produces sound structural welds with good penetration and minimal spatter when parameters are optimized. For heavy steel cope cage fabrication, pulse MIG (GMAW-P) is especially effective — it reduces heat input while maintaining full fusion, which minimizes distortion on long weld runs.
TIG welding offers superior control and produces the cleanest welds, which is why it is specified for certain critical joints in cope cage armor fabrication, particularly where appearance matters or where extremely thin materials (under 3 mm) must be joined without burn-through. However, TIG welding is significantly slower than MIG — deposition rates are typically 1–2 kg per hour versus 5–8 kg per hour for MIG — making it less economical for production runs.
For most cope cage welding specifications, the recommended process is pulse MIG welding with low-hydrogen wire, backed by a qualified WPS that covers all joint configurations in the cage design. Some military contracts may specify GMAW-P as the required process, with TIG reserved for repair welding or non-structural attachments.
AWS D1.1 and Military Welding Standards
Military-grade cope cage fabrication operates under a strict set of welding codes and standards that govern everything from welder certification to joint design to inspection acceptance criteria. The most widely referenced standard is AWS D1.1 (Structural Welding Code — Steel), which provides the framework for welding procedure qualification, welder performance qualification, and production weld acceptance criteria.
What AWS D1.1 requirements apply to cope cage welding? For armor-grade materials, the code specifies minimum preheat temperatures based on carbon equivalent (CE), interpass temperature limits, and post-weld heat treatment (PWHT) requirements when necessary. For typical cope cage steels like AR400 and AR500 with carbon equivalents in the 0.45–0.65 range, preheat of 150–200°C (300–400°F) is generally required to prevent hydrogen cracking. The interpass temperature must not exceed 315°C (600°F) to maintain mechanical properties in the heat-affected zone.
Beyond AWS D1.1, many defense contracts reference MIL-STD-1685 (Welding of Armor Materials) or equivalent national standards that add requirements specific to ballistic steel. These may include reduced hydrogen limits in filler metals (H2 or lower), mandatory post-weld inspection using NDT methods, and more stringent acceptance criteria for weld discontinuities. A qualified cope cage manufacturer in China or elsewhere must maintain certification to these standards to bid on defense contracts and export cope cage products to international buyers.
Step 4 — Surface Treatment and Finishing
After welding is complete and all joints pass visual inspection, the cope cage proceeds to surface treatment and finishing. This stage is crucial for corrosion protection and long-term durability, especially for cages deployed in harsh environments such as desert sand, tropical humidity, or coastal salt spray.
The surface treatment process typically begins with abrasive blasting to remove weld slag, mill scale, and surface contaminants. Steel grit or aluminum oxide media is used to achieve a uniform surface profile of 50–75 microns, which provides an ideal anchor pattern for subsequent coating layers. After blasting, the cage is inspected for any surface defects — undercut, porosity, or spatter adhesion — that must be ground smooth before coating.
The coating system for cope cage armor fabrication usually consists of three layers: a zinc-rich epoxy primer for cathodic corrosion protection, a high-build intermediate coat for barrier protection, and a CARC (Chemical Agent Resistant Coating) top coat in the specified military color (typically green, tan, black, or desert sand). Some military-grade cope cage fabrication specifications may call for additional coating properties such as infrared (IR) signature reduction for stealth applications or anti-slip surfaces on walkable cage sections. The total dry film thickness (DFT) typically ranges from 150 to 300 microns depending on the specification.
Step 5 — Quality Control and Inspection
Quality control is woven into every stage of cope cage fabrication, but the final inspection and testing phase is where all previous QC activities converge into a documented acceptance package. Every cope cage must pass a battery of inspections before it can be released for shipment, and the quality documentation package is often as important as the cage itself for defense procurement compliance.
The quality control sequence for a typical cope cage includes:
- Receiving inspection: Mill test reports (MTRs) for all steel and welding consumables are verified against the contract requirements. Material grade, heat number, and mechanical properties must match the approved material specification.
- In-process inspection: Dimensional checks at each fabrication stage, fit-up verification before welding, and interpass temperature monitoring during welding. Welders' qualification stamps are recorded against each weld they produce.
- Final dimensional inspection: The completed cage is checked against all critical dimensions on the drawing. What quality control standards apply to cope cage armor fabrication? Typical acceptance criteria are defined by ISO 2768-m (general tolerances) supplemented by contract-specific requirements for armor fit and function.
- Ballistic testing (when specified): For production validation, sample cages may be subjected to live-fire testing against representative threats to verify the cage disrupts or defeats incoming projectiles as designed.
Every inspection record, test report, and non-conformance report is compiled into a quality dossier that accompanies the shipment. This traceability is what distinguishes professional cope cage fabrication from fabricated structures — it provides the confidence that every cage meets its design intent.
Weld Inspection Methods for Cope Cage Fabrication
How to inspect cope cage welds for military-grade quality is a question every fabrication shop must answer with demonstrated capability. Weld inspection for cope cage armor uses a combination of non-destructive testing (NDT) methods to verify weld integrity without damaging the finished product.
The primary NDT methods used in cope cage fabrication include:
- Visual inspection (VT): The first line of weld quality assurance. Every weld is visually examined for surface discontinuities — cracks, porosity, undercut, incomplete fusion, and excessive reinforcement. AWS D1.1 visual acceptance criteria provide the pass/fail thresholds.
- Magnetic particle testing (MT): Used to detect surface and near-surface discontinuities in ferromagnetic armor steels. MT is particularly effective for finding fine cracks in the heat-affected zone that may not be visible to the naked eye.
- Ultrasonic testing (UT): The primary volumetric inspection method for cope cage welds. UT can detect internal discontinuities such as lack of fusion, slag inclusions, and porosity that are invisible from the surface. UT is mandatory for all CJP groove welds on load-bearing joints.
- Dye penetrant testing (PT): An alternative to MT for non-ferromagnetic materials or when magnetic particle equipment is unavailable. PT reveals surface-breaking discontinuities through capillary action of a colored dye.
The combination of VT + MT + UT provides comprehensive weld quality assurance and is typical for cope cage armor fabrication for IFV and main battle tank applications. Each weld is documented with its NDT results and the inspector's certification stamp, creating a complete traceability chain.
Custom Cope Cage Fabrication Services
Not all cope cage requirements fit a standard production mold. Many defense buyers need custom cope cage fabrication for unique platforms, experimental armor configurations, or prototype evaluation. Custom cope cage fabrication services offer the flexibility to produce cage armor that precisely matches a vehicle's geometry and threat profile.
What is custom cope cage fabrication? It is the process of designing and manufacturing cage armor to a buyer's specific drawings, 3D models, or performance requirements rather than from a standard catalog. This approach is common for:
- Prototype vehicles undergoing armor evaluation trials
- Non-standard platforms such as artillery guns, logistics trucks, or specialized engineering vehicles
- Experimental armor configurations combining cage armor with ERA, composite panels, or electronic warfare systems
- Fleet-specific adaptations where a standard cage design must be modified to accommodate vehicle-specific equipment mounts
What specifications are needed for custom cope cage fabrication? At minimum, the buyer should provide the vehicle's mounting interface dimensions, the threat level the cage must defeat, any weight limitations, and environmental exposure requirements. Ideally, the buyer supplies 3D CAD models or 2D engineering drawings of the cage envelope and mounting points. For build-to-print armor OEM projects, Dengtai works directly from the customer's drawings, applying our manufacturing expertise to optimize the design for production without compromising the engineer's intent.
How to order custom cope cage fabrication is straightforward: submit your drawings or vehicle specifications through the Dengtai quote portal at /armor-fabrication-quote. Our engineering team reviews the requirements, proposes material and process options, and returns a detailed quotation with lead time and pricing.
Lead Time and Production Timeline
One of the most frequent questions from defense buyers is "How long does cope cage fabrication take?" The lead time depends on several variables including design complexity, material availability, production queue, and inspection requirements.
For a standard cope cage design — such as a bar-type anti-drone cage for a common vehicle platform like the M1 Abrams or T-72 — fabrication typically takes 4 to 8 weeks from order placement to shipment. This timeline includes:
- Week 1: Engineering review, drawing finalization, and material ordering. Standard steel grades like AR400 and AR500 are typically stocked, but MIL-SPEC materials may require 2–3 weeks lead time from the mill.
- Week 2–3: Cutting, forming, and fit-up. The structural frame and bar components are fabricated and assembled on jigs for trial fit.
- Week 4–5: Welding and NDT inspection. All welds are completed, visually inspected, and subjected to MT/UT as specified. Any repairs or rework are performed and re-inspected.
- Week 6: Surface treatment, painting, and final dimensional inspection. The coating system is applied and cured.
- Week 7–8: Final quality documentation, packing, and shipping preparation.
How long does custom cope cage fabrication take? Custom projects typically add 2–4 weeks to the standard timeline due to additional engineering design work, prototype fit checks, and possibly ballistic validation testing. For urgent requirements, expedited production schedules are available — Dengtai has completed rush orders for defense clients in as little as 3 weeks by prioritizing resources and running parallel work streams.
How long does cope cage armor fabrication typically take for large fleets? Production runs of 50+ units benefit from economies of scale in material purchasing and jig/tooling investment. After the initial production setup, per-unit cycle time drops significantly, and a well-managed facility can sustain output rates of 10–20 cages per month per production line.
How to Choose a Cope Cage Fabrication Partner
Selecting the right fabrication partner for cope cage manufacturing is a decision with direct operational consequences. Quality, lead time, compliance, and cost all depend on the capability and integrity of the shop you choose. Here are the key criteria to evaluate when assessing cope cage fabrication providers:
- Welding certifications: Does the shop hold current AWS D1.1 certification? Are its welders qualified to MIL-STD-1685 or equivalent military armor welding standards? A qualified cope cage manufacturer in China should openly share its certification credentials and audit history.
- Material sourcing: Can the shop supply certified armor-grade steel with full mill traceability? Does it stock or have reliable access to MIL-SPEC materials? Many cope cage export manufacturers maintain relationships with approved steel mills to ensure consistent material quality.
- NDT capability: Does the shop perform in-house ultrasonic testing, magnetic particle inspection, and visual inspection? Third-party NDT adds cost and schedule risk. In-house capability with certified NDT technicians is a strong indicator of a mature quality system.
- Production capacity: Can the shop handle your order volume within your required timeline? Ask about current production load, number of certified welding stations, and whether they operate multiple shifts. For large fleet programs, capacity planning is essential.
- Track record: Has the shop delivered cope cage armor fabrication for armored vehicles similar to yours? Request case studies, customer references, and, where possible, arrange a factory visit. Dengtai welcomes prospective clients to tour our cope cage fabrication facility and review our quality management system first-hand.
How to choose a cope cage armor fabrication shop ultimately comes down to matching your requirements against demonstrated capability. A shop that excels at custom cope cage fabrication for prototype vehicles may not have the production capacity for a 100-unit fleet order, and vice versa. The right partner is one whose certifications, capacity, and experience align with your specific program needs.
Conclusion
Cope cage fabrication is a multi-stage manufacturing process that demands expertise across material science, precision cutting, certified welding, and rigorous quality control. From the initial material selection through final inspection, every step contributes to the cage's ability to protect military vehicles and their crews from modern battlefield threats — including drones, RPGs, and ATGMs.
Understanding how cope cages are made empowers defense buyers to specify requirements accurately, evaluate supplier capabilities effectively, and make informed procurement decisions. Whether you need a standard cage for an M1 Abrams or a custom cope cage fabrication for a specialized armored vehicle, the manufacturing principles remain the same: use the right steel, follow qualified welding procedures, inspect thoroughly, and document everything.
Dengtai Armor Solutions combines decades of metal fabrication experience with dedicated cope cage production lines, AWS D1.1-certified welders, and a complete NDT laboratory. We serve defense forces, vehicle OEMs, and armor integrators worldwide with custom cope cage fabrication, build-to-print armor production, and engineering support from initial design through delivery.
Ready to start your cope cage project? Submit your drawings and specifications through our armor fabrication quote portal for a detailed quotation and production timeline. Our technical team will review your requirements and propose the optimal manufacturing approach for your application.